












为什么选择我们



 树脂砂铸
树脂砂铸
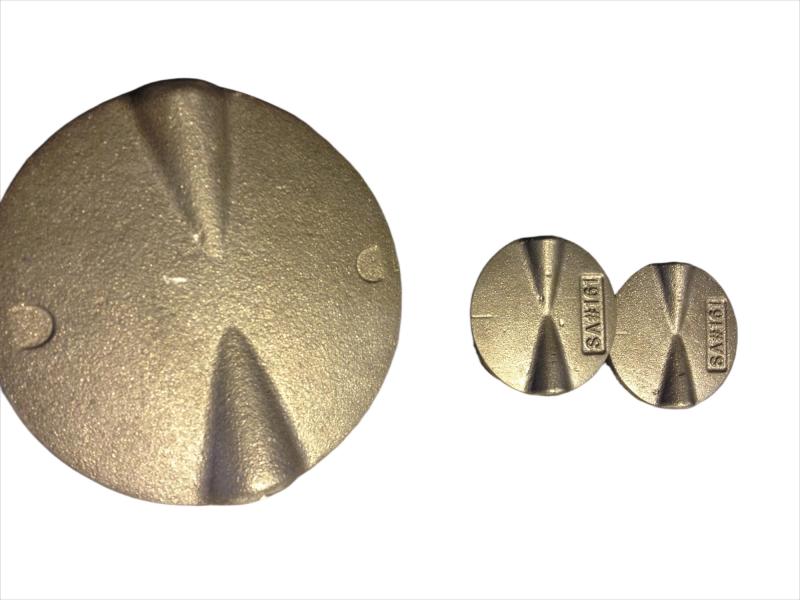
什么是树脂砂型铸造工艺 树脂砂是一种以树脂和固化剂与型砂在混砂机设备中短时间充分搅拌的混合物。混合固化后会变得比黏土沙的强度高很多,所以我们称之为硬模。用树脂砂制成的型腔浇注出的铸件通常被称为采用树脂砂铸造工艺。 由于树脂砂型非常硬实,所以采用树脂砂工艺生产的铸件几乎不产生涨模缺陷,尺寸更准确;表面平整度更好;减少因型砂强度低引起浇注时产生冲砂现象导致铸件表面或内部夹砂等铸造缺陷。 将金属液体倒入型腔 我们铸造什么金属 灰口铁:HT150、HT200、HT250; EN-GJL-100、EN-GJL-150、EN-GJL-200、EN-GJL-250、EN-GJL-300; GG15、GG20、GG25、GG30 球墨铸铁:GGG40、GGG45、GGG50、GGG60、GGG70、GGG80; EN-GJS-400-10、EN-GJS-40-15、EN-GJS-40-18、EN-GJS-500-7、EN-GJS-600-3、EN-GJS-700-2、EN- GJS-800-2; QT400-18、QT450-10、QT500-7、QT600-3、QT700-2、QT800-2 灰铁砂铸件 我们如何检查砂铸件 我们的 ARL360 光谱仪可检查 20 种化学元素和金相显微镜产品 1000 倍放大的高分辨率图像,恒昌拥有全方位的内部检测能力,包括: 1)光谱和手动定量分析 2) 金相分析 3)布氏、洛氏硬度检测 4) 力学性能分析 化学成分测试 砂型铸造工艺步骤 1)制作图案 图案由木头或铝制成。通常铝图案的成本最高,但如果零件需要数千个,尺寸公差更高,表面质量更好,则最合适。 2)成型工艺 沙子由处理设备混合,然后射入沙箱。工人们会确保沙子可以填满所有位置,并使沙子尽可能地坚固。 3)树脂砂型的自硬化 经工人成型后,砂仍松散。然后,砂型将涂上一种醇基涂料,在燃烧后,树脂砂型变得非常坚固。因此该工艺称为硬模铸造工艺。 4)熔化和浇注 中频电炉用于熔炼废铁,用于树脂砂铸造工艺 5)喷砂、清洗和切割闸门系统 抛丸工艺是去除砂粒和氧化物,然后切断浇注系统,打磨浇注位置、飞边、分型线。最后,粗铸件准备就绪。如果需要表面处理或机械加工等二次加工。零件将被送到下一个车间。 树脂砂铸造车间 树脂砂型铸造设备 我们使用专业设备生产高品质、大体积的金属铸件。主要材料为灰铁和球墨铸铁 模式工作坊 树脂砂型铸造图案 沙仓 砂芯 成型机 抛丸机 定制树脂砂铸件 定制刀片 球墨铸铁 定制轴承 定制普利 球墨铸铁阀门 砂铸锭 炉 铸造灰泵
阅读更多 绿砂铸造
绿砂铸造
什么是绿砂铸造湿砂铸造是型砂技术中最流行的方法之一,应用于金属铸造厂,因为粘土丰富,容易获得,成本非常低。绿砂在中国也称为湿砂、湿粘土砂或湿砂。 “绿砂”一词与沙子的颜色无关,它表达了未干燥或烘烤的型砂的水分性质。湿砂在铸造中的性质是湿的。由于沙子的水分,沙子被称为绿色与将熔融金属倒入砂模中时水分变干之前的绿色木材相同。 模具我们铸造什么材料灰口铁:HT150、HT200、HT250; EN-GJL-100、EN-GJL-150、EN-GJL-200、EN-GJL-250、EN-GJL-300; GG15、GG20、GG25、GG30 球墨铸铁:GGG40、GGG45、GGG50、GGG60、GGG70、GGG80; EN-GJS-400-10、EN-GJS-40-15、EN-GJS-40-18、EN-GJS-500-7、EN-GJS-600-3、EN-GJS-700-2、EN- GJS-800-2; QT400-18、QT450-10、QT500-7、QT600-3、QT700-2、QT800-2灰口铸铁件 我们如何检查砂铸件我们的 ARL360 光谱仪可检查 20 种化学元素和金相显微镜产品 1000 倍放大的高分辨率图像,恒昌拥有全方位的内部检测能力,包括:1)光谱和手动定量分析2) 金相分析3)布氏、洛氏硬度检测4) 力学性能分析金相分析绿砂铸件的步骤1)组装砂模模具组装的第一步是用沙子部分填充拖曳。图案、型芯印刷、型芯和浇口系统放置在分型线附近。然后将上型箱组装到下型箱上。将额外的沙子倒在上型一半上,直到覆盖模型、型芯和浇口系统,然后通过振动和机械方式压实沙子。多余的沙子用清除棒去除。现在模具已经成型,上模从下模中取出,这样就可以从模具中取出图案了。仔细进行图案提取以避免破坏或扭曲新形成的模腔。这可以通过设计一个拔模来促进,一个垂直于分型线的垂直锥度。拔模锥度通常至少为 1°。图案的表面越粗糙,提供的拔模就越多。在填充液态金属之前,需要准备完整的模具;模具型腔通常用模具清洗液润滑,以便于去除铸件。然后定位型芯,添加额外的模具材料(例如上皮绳)以帮助防止车辙,然后将半模闭合并牢固地夹紧在一起;在销钉和导向装置的帮助下,上模和下模部分保持正确对齐。半模必须保持安全,因此液态金属不会通过分型线泄漏。在浇注无箱模具之前,通常会在模具周围放置木头或金属浇注套,并在顶部设置重物以防止上模抬起。2)浇注液态金属熔融金属通过浇注系统进入模腔。3)等待金属冷却4)挖出铸件铸件冷却后,从砂模中脱出。 带芯型腔等待浇注震荡湿砂铸造设备铸件模具图案混合面砂成型设备成型烧瓶金属板砂芯机抛丸清理我们的 OEM 湿砂铸件大手钳灰铁餐盘 球墨铸铁件灰口铸铁件烧烤板排气轴定制柴油零件 定制处理器零件
阅读更多 真空铸造
真空铸造
什么是真空铸造V 型工艺采用不含粘合剂和水分的砂型。部队由于真空压力而施加的 e 将铸件的形状保持在模具的内腔中。因为真空成型铸造工艺的特殊图案,将薄塑料片放置在真空系统中的铸模上,并施加真空压力,使塑料片成型为铸模。铸造模式我们铸造什么材料灰口铁:HT150、HT200、HT250; EN-GJL-100、EN-GJL-150、EN-GJL-200、EN-GJL-250、EN-GJL-300; GG15、GG20、GG25、GG30球墨铸铁:GGG40、GGG45、GGG50、GGG60、GGG70、GGG80; EN-GJS-400-10、EN-GJS-40-15、EN-GJS-40-18、EN-GJS-500-7、EN-GJS-600-3、EN-GJS-700-2、EN- GJS-800-2; QT400-18、QT450-10、QT500-7、QT600-3、QT700-2、QT800-2 铸钢合金准备好的金属液体我们如何检查真空铸造我们的 ARL360 光谱仪可检查 20 种化学元素和金相显微镜产品 1000 倍放大的高分辨率图像,恒昌拥有全方位的内部检测能力,包括:1)光谱和手动定量分析2) 金相分析3)布氏、洛氏硬度检测4) 力学性能分析5)视觉测试体能测试真空铸造的步骤1)拥有优质的主模型真空铸造工艺要求您拥有高质量的母模。高质量的主模型可以是工业部件本身。此外,您可以使用使用立体光刻创建的模型,这是原型应用的一种情况。您应始终确保所使用的主模型具有正确的尺寸和外观。这是为了确保没有缺陷转移到完成该过程后的模型原型。2)固化过程然后将主模型封装到一个两部分的铝模具中。模具在高温下固化,以确保两个部分粘在一起。这是用来加强模具,使其更耐用。模具固化后,它被切开,露出中心的一个空心空间,它具有主模型的精确尺寸。模具一分为二后,放入真空室。然后,稍后,用指定的材料填充模具以制造产品。3)填充树脂您应该用指定的材料填充模具。该树脂复制了工业材料的特性。树脂材料通常与任何着色颜料的金属粉末混合,以实现美学或特定功能特性。模具填充树脂材料后,将其放置在真空室中。它被放置在真空室中,以确保模具中没有气泡。这是为了确保最终产品不被破坏或损坏。 4)Fina 固化过程 将树脂放入烘箱中进行最后的固化阶段。模具在高温下固化,以确保材料坚固耐用。将硅胶模具从模具中取出,以便用于制作更多原型。原型从模具中取出后,进行涂漆和装饰。绘画和设计用于确保产品具有华丽的最终外观。制作主模型真空铸造的好处1) 成品的高精度和精细细节2) 降低生产成本3) 高品质的产品4)当你想赶上最后期限时的好方法喷雾大师模型真空铸造设备真空浇注机 喷芯机烧瓶 砂芯 图案铸造工艺淬火设备回火设备定制真空铸造零件
阅读更多 壳型铸造
壳型铸造
外壳成型 壳模铸造,也称为壳模铸造,是一种使用树脂覆盖的沙子形成模具的一次性模具铸造工艺。与砂型铸造相比,这种工艺具有更好的尺寸精度、更高的生产率和更低的劳动力需求。用于精度要求高的中小型零件。壳模铸造是一种类似于砂型铸造的金属铸造工艺,将熔融金属倒入一次性模具中。然而,在壳模铸造中,模具是一个薄壁壳,通过在模型周围应用砂树脂混合物制成。该图案是所需零件形状的金属片,可重复使用以形成多个外壳模具。可重复使用的模型可以提高生产率,而一次性模具可以铸造复杂的几何形状。壳模铸造需要使用金属模型、烘箱、砂树脂混合物、倾卸箱和熔融金属。 我们铸造什么材料 灰口铁:HT150、HT200、HT250; EN-GJL-100、EN-GJL-150、EN-GJL-200、EN-GJL-250、EN-GJL-300; GG15、GG20、GG25、GG30 球墨铸铁:GGG40、GGG45、GGG50、GGG60、GGG70、GGG80; EN-GJS-400-10、EN-GJS-40-15、EN-GJS-40-18、EN-GJS-500-7、EN-GJS-600-3、EN-GJS-700-2、EN- GJS-800-2; QT400-18、QT450-10、QT500-7、QT600-3、QT700-2、QT800-2 我们如何检查真空铸造 我们的 ARL360 光谱仪可检查 20 种化学元素和金相显微镜产品 1000 倍放大的高分辨率图像,恒昌拥有全方位的内部检测能力,包括: 1)光谱和手动定量分析 2) 金相分析 3)布氏、洛氏硬度检测 4) 力学性能分析 5)视觉测试 壳模铸造工艺 1)制作金属图案 通常,该图案通常由两块不同的金属组成,即具有成品零件或组件所需形状的铁或钢。 2) 制作壳模 图案将被加热到要求的程度并覆盖在沙子中。树脂涂层的沙粒将结合在一起并开始固化。大约 10 分钟后,砂芯与芯盒壁之间的粘合力就足够了。倒出剩下的沙子,留下一个空心。 3)组装外壳模具 两个半壳将通过使用胶水或其他紧固件连接在一起并牢固夹紧。然后,将壳模放入盘中。 4)浇注熔融金属 将熔融金属倒入壳模@@@的型腔中,形成硬化的壳。 5)去除壳模 熔融金属冷却后,可以打碎外模并取出铸件。 壳模铸造的优点 1)可以完全自动化,降低人工成本,便于批量生产。 2)由于壳中不存在水分,因此产生的气体很少,并且由于沙子是可渗透的,因此容易通过薄壳壁逸出 3)壳模铸件表面质量好、致密、不松散。典型公差可达CT7-CT8,表面粗糙度可达0.3-4.0微米 4) 良好的塌陷性,有利于铸件清理,提高产品性能。 5) 模具成本低,交货期短是可能的
阅读更多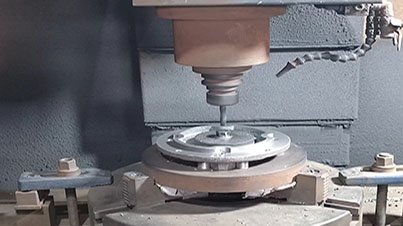 数控加工
数控加工
我们的数控加工计算机数控 (CNC) 加工是一种减材制造工艺,这意味着它使用机床从工件上去除部分材料,直到形成所需的形状。计算机程序(也称为 G 代码)控制 CNC 机床(或工件)相互移动以创建所需零件的顺序。标准 CNC 机床包括多轴 CNC 铣床、车床(或车床)和路由器。尽管所有 CNC 机器类型都依赖计算机指令来执行减材制造,但它们的操作模式略有不同。例如,数控铣床通过在刀具旋转时将工件保持在适当位置来操作。相比之下,数控车床通过在工件旋转时将刀具固定在适当的位置来制造零件。我们专业根据客户@@@s 样品或图纸制造具有严格公差和表面粗糙度要求的加工中心、CNC 机床、钻床和其他特殊工具的 OEM 定制加工零件。黑色金属和有色金属的铸件在我们的机加工车间进行加工,这可以帮助我们在控制成本和质量方面具有很大的优势。 数控加工工艺 我们的加工车间在我们的加工车间加工的金属和合金类型⢠灰口铸铁⢠球墨铸铁• 可根据要求提供从标准等级到特殊等级的合金钢。⢠铝、锌及其合金⢠黄铜和铜 球墨铸铁材料我们的加工工艺钻孔无聊的铣削窃听穿线沉头埋头孔滚花 数控机床我们的精密加工设备数控机床立式加工中心数控车削精密机械服务端面机铣削设备钻孔加工服务精密零件泵灰铁加工阀门定制零件黄铜零件数控加工CNC加工零件铝合金零件
阅读更多中国金属铸件、灰口铸铁件、球墨铸铁件
恒昌---漳州恒昌机械制造有限公司,是中国@@@领先的定制金属零件供应商之一,成立于2006年,位于中国福建省漳州市贵侯村,拥有约60名员工.
恒昌专业从事各种材料的定制机械零部件,包括灰铁、球墨铸铁、合金钢、不锈钢、铝、青铜等,采用铸造和机加工工艺制造。通过树脂砂铸造、湿砂铸造、壳型铸造、真空铸造、CNC加工和热处理工艺,我们提供了广泛的产品。
我们的OEM产品涵盖火车铁路、市政、餐饮、冶金、餐饮设备、健身器材、汽车卡车、工程机械、矿山机械、阀门和泵、电机、五金、电力设备等广泛的行业.
作为一家提供全方位服务的金属铸造厂,凭借我们经验丰富的铸造和机加工能力,我们能够在行业领先的周转时间内为客户生产出最优质的产品。我们还在中国提供外包表面处理,为我们的客户提供具有成本效益的替代方案和快速交货时间的一站式解决方案。产品畅销国内外,如美国、日本、加拿大、俄罗斯、德国、丹麦、迪拜、香港等国家和地区。
恒昌是一家ISO制造商。具有 ISO9001 认证的正式质量保证计划可确保成品符合客户规格。而且我们也有非常丰富的多年国际贸易经验。我们以出口高品质的产品和良好的服务而享有很高的声誉。所以我们相信我们可以为您提供最好的服务。我们期待与世界各地的其他公司建立业务关系,也欢迎开发和设计新产品。请通过电子邮件或传真将您的详细询价和图纸发送给我们。
|
|

15+
年经验经验丰富的员工
全球客户
厂区
 中国 OEM 灰铁油泵外壳
中国 OEM 灰铁油泵外壳
铸造金属:灰口铸铁铸造工艺:树脂砂型铸造铸件单位重量:8.00 kg表面处理:抛丸+机加工+喷漆或粉末涂料或防锈油热处理:退火或回火应用:汽车标准:GB ASTM AISI DIN BS认证:ISO9001:2008
阅读更多 定制顶部安装发动机排气歧管
定制顶部安装发动机排气歧管
铸造金属:灰口铸铁、GG10、GG15、GG20、GG25、GG30铸造制造:湿砂铸造、壳型铸造应用:柴油机重量:10公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek
阅读更多 80-55-6砂铸造市政套
80-55-6砂铸造市政套
OEM市政工程人孔盖材料:延性铸铁GGG50,QT500,EN-GJS-500-7铸造过程:沙子铸造 +油漆单位重量:200公斤应用:建筑和公众质量:高精度数量:无最小订单Foundry:OEM或ODM服务
阅读更多我们很高兴地通知您,新厂房正在按计划建设,计划于三月投入使用。到时候,我们的产能将翻倍。我们有信心提供 金属铸件(灰铸铁和球墨铸铁) 和 机加工部件 质量好,价格适中。

恒昌铸造祝愿所有客户新年快乐,身体健康,万事如意,2023年已经到来,我们期待再次见到大家。如果您有任何新的机会或报价请求,请随时与我们联系。












 IPv6 网络支持
IPv6 网络支持
