
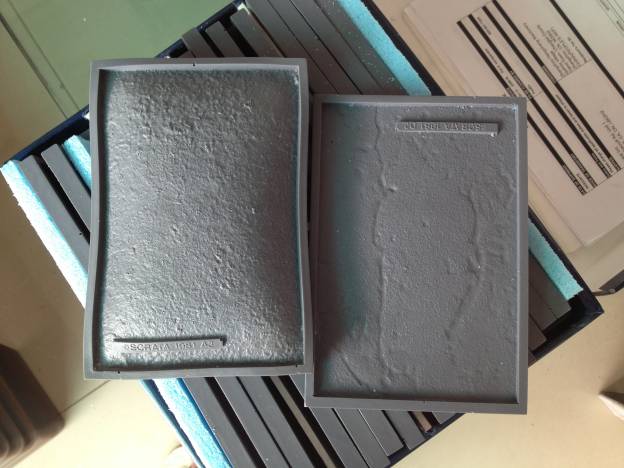
有时,我们的客户会想知道如何确定铸件毛坯公差。根据我们的经验,可以采用BS6615:1996和QSCRATA1981标准来解决这个问题。
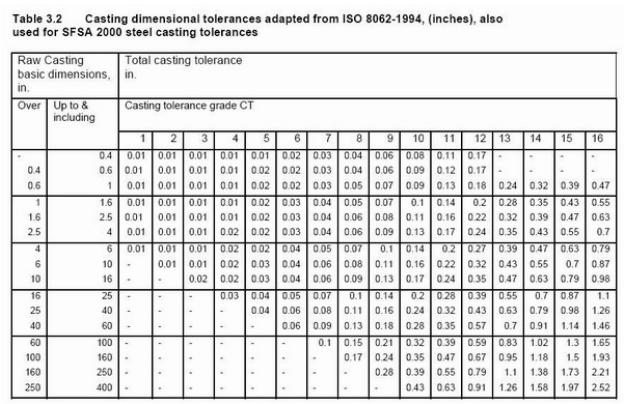
请参阅以下标准BS6615:1996,该标准也与ISO 8062:1994相同,已作为毛坯铸件的标准。从标准中可以看出 真空铸造 是5-7度。最高容忍度 砂模铸造 8-10度,即外壳成型工艺可达到CT8度。机器成型、自动成型可达CT9度。树脂砂铸造可达CT9至CT10度。这 粘土砂铸造 可以达到CT10到CT12度。
但该标准并不能代表所有尺寸。有时,对于某些安装尺寸,客户会有特殊要求。那么铸造厂就应该考虑,可以尝试通过磨削或机械加工来满足特殊公差。
铸件毛坯尺寸的偏差与型砂的强度、砂型的致密性、铁水温度、化学成分、型砂的水分以及工人的操作有关。任何一个微小的因素都可能造成尺寸的偏差。有时候,要求太严格并不现实。尽管我们也尽力将偏差控制得尽可能小,但一定程度的偏差是不可避免的。
以下是ISO 8062 1994英寸和SFSA 2000标准。请点击此处查看 ISO8062 1994 毫米 (mm)。
 QSCRATA1981
QSCRATA1981






 IPv6 网络支持
IPv6 网络支持
