
灰铁健身设备哑铃
OEM工厂专业风格自由体重健身举重举重灰铁铸哑
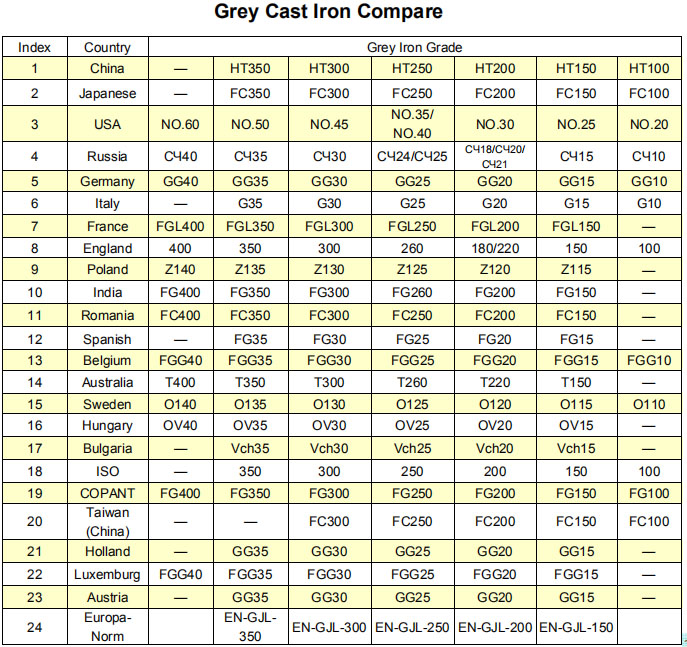
铸造金属:灰色铸铁,GG15,GG20,GG25
铸造制造:砂霉铸造 +粉末涂料
应用:锻炼
重量:1-16公斤
可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek


OEM工厂专业风格自由体重健身举重举重灰铁铸哑
铸造金属:灰色铸铁,GG15,GG20,GG25
铸造制造:砂霉铸造 +粉末涂料
应用:锻炼
重量:1-16公斤
可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek
最受欢迎的哑铃
OEM和ODM铸铁哑铃来自Hengchang Foundry 这OEM灰铁哑铃激活许多不同的肌肉并刺激肌肉生长。它们可以帮助提高肌肉力量和灵活性。它们可以促进肌肉和关节的协调和稳定性。 亨昌是一个OEM铁哑铃制造商,产生不同的定制的壳霉菌哑铃.壳体成型也称为壳铸造,是一种消耗的模具铸造过程,它使用树脂覆盖的沙子形成模具。与沙子铸造相比,此过程具有更好的尺寸准确性,更高的生产率和较低的劳动要求。它用于需要高精度的中小型零件。在20世纪中叶,在德国开发了壳体成型作为制造过程。它是由德国工程师约翰内斯·克朗(Johannes Croning)发明的。ShellMold铸造是一种类似于沙子铸造的金属铸造过程,将熔融金属倒入可消耗性的模具中。但是,在壳模铸造中,模具是一种薄壁壳,由在图案周围涂上沙质混合物而产生。该图案是所需部分形状的金属件,被重复使用以形成多个壳模。可重复使用的模式可以提高生产率,而一次性模具使复杂的几何形状能够施放。壳铸造需要使用金属图案,烤箱,沙质混合物,垃圾箱和熔融金属。 壳铸造允许使用亚铁和非有产金属,最常用于铸铁,碳钢,合金钢,不锈钢,铝合金和铜合金。典型的零件是尺寸小到中等的,需要高精度,例如齿轮外壳,气缸盖,连杆和杠杆臂。 壳模铸造过程包括以下步骤: 图案创造 - 通常由铁或钢制成所需部分的形状,形成两件式金属图案。有时使用其他材料,例如用于小批量生产的铝或用于铸造反应材料的石墨。 霉菌创造 - 首先,将每个图案一半加热至175-370°C(350-700°F),并用润滑剂涂层以促进去除。接下来,将加热的图案夹在一个垃圾箱上,该垃圾箱包含沙子和树脂粘合剂的混合物。垃圾箱倒置,使这种沙质混合物涂上图案。加热的图案部分治愈了混合物,该混合物现在在图案周围形成外壳。每个图案的一半及周围的壳可以在烤箱中固化为完成,然后从图案中弹出壳。 模具组件 - 将两个壳的一半连接在一起,并牢固地夹紧形成完整的外壳模具。如果需要任何核心,则在关闭模具之前将其插入。然后将外壳模具放入烧瓶中,并由靠背材料支撑。 倒入 - 将熔融金属从钢包倒入门控系统并填充霉菌腔时将模具牢固地夹在一起。 冷却 - 填充模具后,允许熔融金属冷却并凝固成最终铸件的形状。 铸造去除 - 熔融金属冷却后,模具可能会破碎并去除铸件。需要修剪和清洁过程,以从饲料系统和模具中的任何沙子中去除多余的金属。 外壳成型物品的示例包括齿轮外壳,气缸盖和连杆。它也用于制作高精度成型芯。 | ||||||||||||||||||
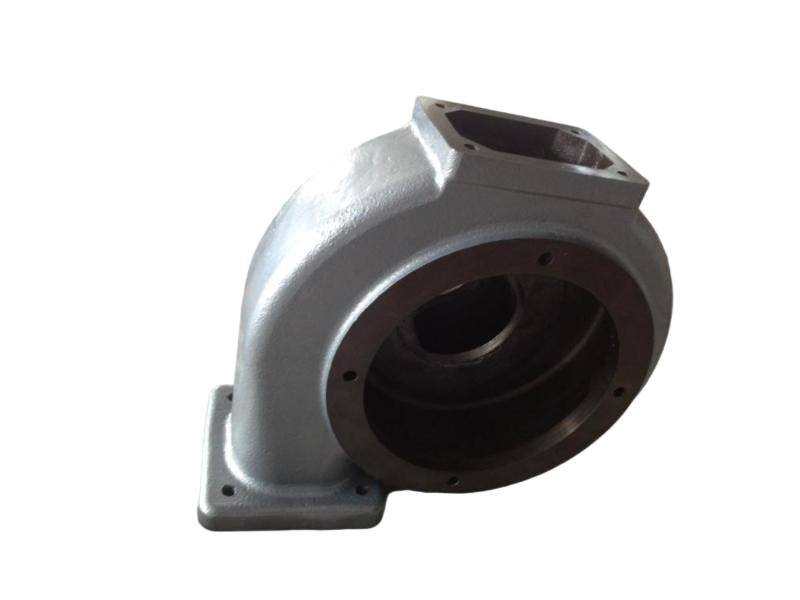
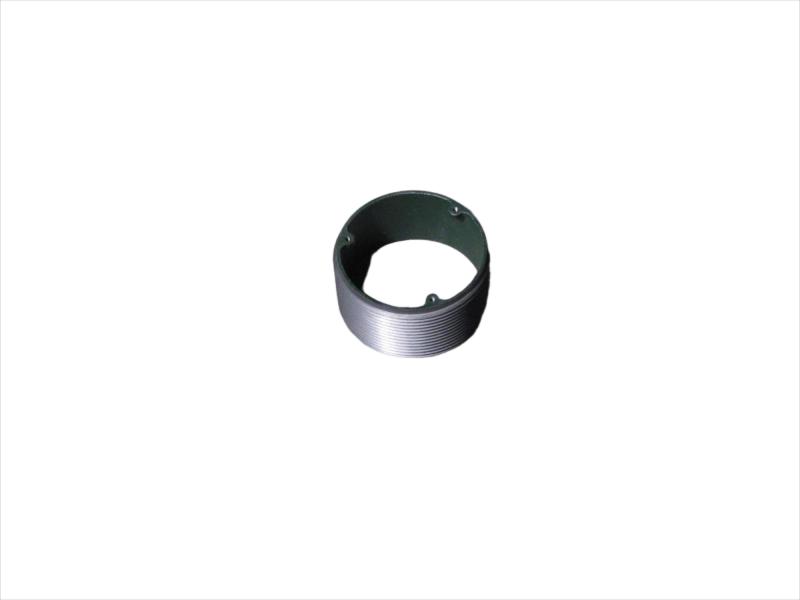
灰色和延性铁铸造 - 重量:0.5-2000kg - 工艺:绿砂、树脂砂、真空铸造、壳型成型 - 生产线:DISA线、自动造型线、手动造型机 - 应用:泵、阀门、汽车、农业、市政、体育、冶金等机械领域
真空造型线: - 可用材料:灰铁,延性铁和合金钢 - 烧瓶尺寸:1,000毫米800毫米500毫米 - 体重范围:0.5-100kgs
树脂砂模 - 可用材料:灰铁,延性铁和钢 - 烧瓶尺寸:4200*4200*2000mm - 体重范围:10-2000kgs
成型自动线 - 可用材料:灰铁,延性铁 - 烧瓶尺寸: -508*609*250mm -350*450*150mm -400*500*180mm - 体重范围:0.2-50kgs | ||||||||||||||||||
产品详情:
| ||||||||||||||||||
灰口铁、球墨铸铁、铝合金、黄铜、青铜、铝...等。 我们在砂型铸造领域的优势: • 整个生产过程的质量管理和最大的过程可靠性。 我们铸造厂可用的灰口铁牌号:FC150、FC200、FC250、HT150、HT200、HT250; EN-GJL-150、EN-GJL-200、EN-GJL-250、GJL-250恒昌
为日本、美国、加拿大、德国、丹麦、俄罗斯、迪拜等海外客户生产各种灰口铸铁产品。
| ||||||||||||||||||

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek
OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek
OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek

OEM工厂专业风格自由体重健身举重举重灰铁铸哑铸造金属:灰色铸铁,GG15,GG20,GG25铸造制造:砂霉铸造 +粉末涂料应用:锻炼重量:1-16公斤可用表面处理:喷漆、阳极氧化、钝化、电镀、镀锌、热镀锌、抛光、电抛光、镀镍、发黑、Geomet、Zintek
















 IPv6 网络支持
IPv6 网络支持
